TIG svejsning

Definition af TIG svejsning
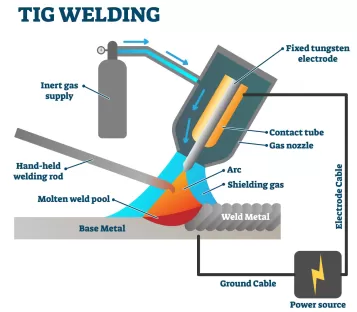
TIG-svejsning med beskyttelsesgas er en svejsemetode, hvor elektroden ikke forbruges. I
denne proces tilføres den energi, der kræves for at smelte svejsesammenføjningen, af en lysbue, som dannes mellem en wolframelektrode og metalemnet. Elektroden og det smeltede metal beskyttes mod den omgivende lufts nitrogen og oxygen ved tilførsel af en inaktiv gas.
Metoden kaldes på engelsk TIG, "Tungsten Inert Gas". I USA anvendes også GTAW "Gas Tungsten Arc Welding". I tysksprogede lande WIG, "Wolfram Inert Gasschweissen".
På dansk også "tungsten inaktiv gas"
Den type svejsetråd eller svejsestav, der anvendes som tilsatsmateriale, bestemmes af pladetykkelsen, fugens geometri og metaltypen. Tilsatsmaterialet smeltes i lysbuen og beskyttes af den inaktive gasatmosfære ved brug af beskyttelsesgas.
Svejsestrøm
Strømtypen afhænger af grundmateriale og strømtype:
Jævnstrøm
TIG-svejsning med jævnstrøm og negativ elektrode anvendes til svejsning af alle metaller.
Pulserende strøm
Denne teknik, som successivt fremkalder perioder med høj og med lav intensitet bevirker, at man kan reducere mængden af smeltet metal. Metoden letter stillingssvejsning og svejsning af mindre pladetykkelser og giver en mere jævn indtrængning samt reducerer krybning.
Vekselstrøm
TIG-svejsning med vekselstrøm anvendes hovedsagelig ved svejsning af aluminiumlegeringer.
I perioden med omvendt polaritet brydes det varmefaste lag af aluminiumoxid ved hjælp af den
elektronstråle, som dannes mellem arbejdsstykket og elektroden. Indtrængningen sker i den
følgende periode med negativ elektrode.
OBS! Jævnstrøm med omvendt polaritet (positiv elektrode) giver en smeltezone med lille indtrængning og fremkalder en altfor stærk opvarmning af elektroden, som udsættes for elektronbombardementet. Denne strømtype anvendes derfor kun sjældent i praksis ved TIG-svejsning.
TIG-svejsningens anvendelse
TIG-svejsning er en svejsemetode, der resulterer i høj kvalitet. Den giver et smeltebad, som er let at kontrollere, og den medfører ingen sprøjt og kun meget lidt røg. For at opnå den bedste svejsekvalitet skal visse krav dog være opfyldt (rengjorte plader, ensartet spalteafstand, konstant lysbuelængde, jævn svejsehastighed osv.).
De fleste metaller og legeringer kan svejses med TIG-metoden. Den kan anvendes til svejsning i alle stillinger. TIG-svejsning kan udføres manuelt eller maskinelt, evt. med en svejserobot.
TIG-metoden en velegnet til de fleste grundmaterialer ved svejsning af stumpsøm med en enkelt streng og med argon som beskyttelsesgas. Pladetykkelsen skal være mellem 0,5 og 3 mm. Ved større pladetykkelser skal svejseparametrene justeres. Selv pladetykkelser på mere end 3 mm kan svejses efter passende fugetildannelse og ved udlægning af flere strenge.
TIG-svejsning anvendes først og fremmest for at få en jævn indtrængning af høj kvalitet i første streng (bundstrengen). Da svejsehastigheden er relativ lav, og da mængden af nedsmeltet materiale er lille, kan man med fordel fylde sømmen op ved hjælp af en mere effektiv svejsemetode, som f.eks. svejsning med beklædt elektrode, MIG-/MAG-svejsning eller pulversvejsning.
De mest almindelige anvendelser af TIG-svejsning er ved arbejde med rustfaste konstruktioner inden for den kemiske industri og levnedsmiddelindustrien, samt letmetalkonstruktioner inden for fly-og rumfartsindustrien. Generelt anvendes TIG-svejsning i de fleste industrier, som bearbejder rustfrit stål og letmetaller
TIG-udstyr
Basisudstyr til TIG-svejsning:
- Strømkilde til jævnstrøm eller vekselstrøm eller begge (dobbeltstrøm).
- Kontrolboks, adskilt fra eller indbygget i strømkilden.
- TIG-brændere med wolframelektrode og gaskop for tilførsel af beskyttelsesgas.
- Gasforsyning i form af en enkelt flaske eller tilslutning til centralt gasforsyningsanlæg.
TIG-brænderen er tilsluttet strømkilden med et slangebundt, som indeholder strømkabel, styrekabel, gastilførsel samt kølevandsledninger, hvis brænderen er vandkølet.
Strømkilden
Strømstyrke - tomgangsspænding
De egnede strømkilder til TIG-svejsning giver en strømstyrke fra nogle få ampere op til
ca. 500 ampere med en tomgangsspænding (Uo) p:\ 60 -90 V. Tomgangsspænding betyder spænding ved strømkildens tilslutninger, når strømmen i svejsekredsen er nul. Denne
spænding skal være tilstrækkelig til, at lysbuen kan tændes.
Strømkildens karakteristik
Strømkildens karakteristik er en vigtig faktor i forbindelse med svejsning. Karakteristikken angives ved kurver, der angiver spændingen over strømkildens tilslutning, i afhængighed af strømstyrken I.
De almindelige strømkilder til TIG-svejsning har såkaldt "faldende" egenskaber. En forøgelse af lysbuelængden medfører en reduktion af strømstyrken, idet spændingsfaldet over lysbuen stiger. Hvis der svejses manuelt, skal lysbuelængden holdes konstant for at bibeholde konstante parametre, men mindre ændringer af lysbuelængden kan kan være nødvendige for at styre smeltebadet.
De moderne strømkilder med transistorer til automatsvejsning har normalt vertikale egenskaber ved driftspændingen. Dette medfører, at strømstyrken forbliver konstant uanset både spænding og lysbuelængde. Svejseautomater regulerer automatisk lysbuens længde for at holde en konstant lysbuespænding.
Tænding af lysbuen
En god svejsestrømkilde skal også gøre det nemt at tænde lysbuen. Der kan anvendes forskellige metoder:
- Tænding med skrabetænding: Lysbuen tændes ved, at wolframelektroden stryges mod arbejdsstykket, og elektroden løftes samtidig fra emnet til den rigtige lysbuelængde. Der er dog en risiko for, at elektroden beskadiges, eller at smeltebadet får indeslutning af wolfram. For at undgå sådanne indeslutninger kan man tænde på en kobberplade i nærheden af sømmen og siden hurtigt flytte lysbuen hen til det sted, hvor strengen skal begynde.
- Tænding med højfrekvens: Lysbuen tændes, så snart elektroden er tilstrækkelig tæt på arbejdsstykket. Man skal være opmærksom på, at brug af højfrekvenstænding kan give forstyrrelser på elektronisk udstyr i nærheden.
- Tænding med pilotbue: For at undgå højfrekvens problemer ved svejsning med jævnstrøm kan en lysbue med lav effekt :anvendes, f.eks. en pilotbue, som dannes mellem elektroden og en hjælpeelektrode, der er indbygget i gaskoppen. Lysbuen tændes, n:år elektroden kommer i nærheden af arbejdsstykket. Denne løsning er mere kompliceret både med hensyn til strømkilde og TIG-brænder.
- Tænding med Lift-Arc eller Liftig: Denne tændingsmetode lanceres under begge de nævnte betegnelser, afhængigt af producenterne af svejsemaskinerne. Med denne tændingsmetode eliminerer man de ulemper, der kan være i forbindelse med højfrekvenstænding.
- Ved tændingen placeres wolframelektroden på emnet, og tasten på håndtaget aktiveres. Det elektroniske kredsløb registrerer, at elektroden stadig er kortsluttet mod emnet, og der ledes ingen svejsestrøm ud til elektroden. Når svejseren løfter elektroden fra emnet, registreres dette elektronisk, og svejsestrømmen stiger gradvis, til den korrekte lysbuelængde er etableret. De moderne elektroniske kredsløb sikrer en hurtig og giver start af lysbuen uden risiko for wolframafsætning på emnets overflade.
Svejsning med vekselstrøm
Denne strømtype anvendes hovedsageligt til aluminiumlegeringer. Perioden med omvendt polaritet sørger for at bryde aluminiumoxidlaget, mens indtrængningen sker i næste periode med normal polaritet. Lysbuen bliver meget asymmetrisk, idet wolframelektroden udsender langt flere elektroner, når den er katode, end aluminiumbadet gør, når det er katode.
Dette kaldes ensretningseffekt. Denne asymmetri kan fä lysbuen til at blive ustabil, især
under skift fra normal polaritet til onwendt polaritet. De moderne, elektroniske strømkilder giver en regelmæssig bolge, som muliggør opnåelse af en stabil lysbue.
Der findes systemer, som automatisk afpasser plus-og minuspolaritet efter godstykkelse og oxidhindens tykkelse. Ved andre systemer kan frekvensen ændres.
Kontrolboksen
Boksen er normalt sammenbygget med strømkilden. Den består af de komponenter, der er nødvendige for at kontrollere de forskellige faser i svejseforløbet.
Forudindstilling af gasflowet for at rense gasslangen (gasforstrømning).
Tænding af lysbuen.
Indstilling af svejsestrømmen.
Gradvis reduktion af svejsestrøm (svag) for at mindske kraterafslutning,
Gasefterstrømning er -for at beskytte det varme bad og elektroden -ved slutningen af svejseprocessen.
Elektrodesvejsning er en form for svejsning, der benytter elektroder til at smelte metalet sammen. TIG svejsning bruges til at svejse aluminium, men det kræver en speciel type elektrode og ofte også en speciel svejsemaskine, der er designet til at håndtere aluminium.
Processen med elektrodesvejsning kræver en ren overflade på det materiale, der skal svejses, da eventuelle forureninger kan påvirke svejseresultatet negativt. Det er også vigtigt at tilsætte en svejseflux, der hjælper med at rense overfladen og forhindre forurening under svejsningen.
Elektrodesvejsning kan være en effektiv metode til at svejse aluminium, men det kræver en vis grad af erfaring og færdigheder for at opnå gode svejseresultater. Det anbefales derfor at få professionel træning, før man forsøger sig med elektrodesvejsning af aluminium.
Har du spørgsmål om profesionel TIG-svejsning?
Mere information
Dette bør du vide om beskyttelsesgasser
Plasmasvejsning og Plasma lysbuesvejsning
MIG/MAG-svejseprocessen (GMAW)
Ofte stillede spørgsmål (FAQ)
Hvad er nogle almindelige svejsefejl og forholdsregler?
Hvordan svejser man galvaniseret stål?
Hvordan svejser man aluminium?
Hvordan vælger man den gas, der skal bruges til MIG- eller MAG-svejsning?
Hvordan svejser man rustfrit stål?
Hvordan vælger man den gas, man skal bruge til TIG- eller plasmasvejsning?