
MAG-svejsning: Økonomisk lysbuesvejsning af kulstofstål
MAG-svejsning (Metall Active Gas Welding) er en af de mest almindelige svejseprocesser og anvendes især i industrielle applikationer, i større virksomheder og i håndværksbranchen. Ved MAG-svejsning er det især økonomisk effektivitet og produktivitet, der er i fokus.
- Sådan fungerer MAG-svejsemetoden
- Anvendelse af beskyttelsesgasser til lysbuesvejsning af ulegerede og lavlegerede stål (f.eks. konstruktionsstål)
- Oxidfattig metal-aktivgas-svejsning: Reducerede aktivgasandele til oxidfattig MAG-svejsning af højlegerede stål med meget gode svejsningegenskaber
- Beskyttelsesgasser til reduktion af røg- og forureningsudvikling ved MAG-svejsning af kulstofstål
- Oversigt over egnede gasser til beskyttelsesgassvejsning
- Passende trykreduktionsventiler til MAG-svejsning af højlegerede stål
- Kurser og praktiske seminarer for ulykkesfri og sikker arbejde ved MAG-svejsning
- Generelle og ofte stillede spørgsmål om MAG-svejsning af lavt legerede stål
MAG-svejsning har sin oprindelse i CO2-svejsning under kuldioxid (ved CO2-svejsning anvendes kuldioxid, den kemiske forbindelse mellem kulstof og ilt, som beskyttelsesgas), men i dag anvendes hovedsageligt argonblandinger til MAG-svejsning. Dermed bliver CO2-svejsning mere og mere fortrængt.
MAG-svejsning er velegnet til mange forskellige materialer. Især ved MAG-svejsning af kulstofstål, såsom almindeligt konstruktionsstål, samt ulegerede og lavt legerede stål, sikrer processen høj økonomisk effektivitet og næsten ubegrænsede anvendelsesmuligheder takket være dens høje automatiserbarhed, høje svejsehastigheder, minimering af efterbearbejdning og lave forvrængning.
Anvendelsen af procesgasser kan have afgørende indflydelse på økonomisk effektivitet, produktivitet og produktkvalitet. De fysiske og kemiske egenskaber åbner op for en lang række muligheder for besparelser og forbedringer.
Sådan fungerer MAG-svejsemetoden

Ved MAG-svejsning – i henhold til DIN EN ISO 4063, metal-aktivgas-svejsning med massiv trådelektrode, svejseproces 135 – tilføres det smeltende svejsetilskud, som regel svejsetråden, mekanisk af en trådfremføring og smelter i lysbuen. Svejsetråden antænder lysbuen i det øjeblik, den berører komponenten. Det smeltende svejsetilsætningsmateriale (tråd) bruges som materialetilsætning. For at beskytte lysbuen mod det reaktive ilt i omgivelserne strømmer der desuden et beskyttelsesgas gennem gasdysen. Dette fortrænger iltet under svejsningen og forhindrer dermed oxidation ved lysbuen og smeltebadet.
Anvendelse af beskyttelsesgasser til lysbuesvejsning af højlegerede stål (f.eks. krom-nikkel-stål)
Ved MAG-svejsning (svejsemetode 135) af stål (konstruktionsstål) anvendes beskyttelsesgasser på basis af argon og helium med tilsætninger af beskyttelsesgas med aktive gaskomponenter (aktiv gas som reaktiv gas) i form af kuldioxid. De forskellige beskyttelsesgasser påvirker ud over beskyttelsen af svejsebadet mod atmosfæren også typen af materialetransition, lysbuestabiliteten, indbrændingsadfærden og oxidationen af svejsesømmen. Derudover påvirker de røg- og forureningsudviklingen.
Oxidfattig metal-aktivgas-svejsning: Reducerede aktivgasandele til oxidfattig MAG-svejsning af højlegerede stål med meget gode svejsningegenskaber
Med ARCAL 14 eller ARCAL 121 kan du optimere de teknologiske parametre, øge smelteeffekten, forbedre indbrændingsforholdene og reducere sprøjt eller tilpasse dem til produktionsforholdene.
I mange anvendelser er sprøjtefrihed af de svejste produkter det afgørende kriterium – for eksempel ved komponenter til køleanlæg, motorkomponenter eller indsugningsrør til turboladere og pumper. Med TERAL 24-7 har Air Liquide udviklet en procesgas, der især udmærker sig ved at være sprøjtefri: TERAL 24-7 giver således betydeligt færre svejsesprøjt, en stabil metalovergang og en markant reduceret tendens til, at elektroden klæber fast, sammenlignet med konventionelle svejsebeskyttelsesgasser. TERAL 24-7 beskytter især svejsebadet. Alene dette kan reducere nedetiden i svejseprocessen med mere end 60 procent.
Beskyttelsesgasser til reduktion af røg- og forureningsudvikling ved MAG-svejsning af kulstofstål

Gasser opstår hovedsageligt som reaktionsprodukter fra de anvendte og tilstedeværende gasser og gasblandinger. Partikelformede stoffer dannes for det meste fra svejsetilsætningsstoffet og fra de anvendte belægninger. Derudover er der svejsedampeemissionsraten: Denne angiver, hvor meget svejserøg der dannes i et bestemt tidsrum. Den afhænger af forskellige påvirkningsfaktorer afhængigt af processen.
Ved MAG-svejsning af ulegerede og lavlegerede stål stiger svejsrøgudledningen først med stigende strømstyrke og falder derefter igen efter at have nået et maksimum. Stigende argon- eller heliumandele i beskyttelsesgassen medfører en reduktion af svejsrøgudledningen.
Ved svejsning af stål med høje kuldioxidandele dannes der ud over svejserøg også kulilte i potentielt farlige koncentrationer samt ozon i mindre omfang. Med ARCAL Chrome har Air Liquide udviklet et beskyttelsesgas, der er kendetegnet ved et lavt kuldioxidindhold. Dette resulterer i en lav dannelse af skadelige stoffer.
Oversigt over egnede gasser til beskyttelsesgassvejsning
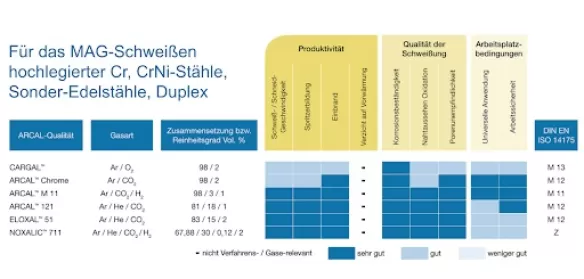
I oversigten kan du se, hvilke gasser til beskyttelsesgassvejsning der er særligt egnede til dine mål og materialer.
ARCAL-beskyttelsesgasprogrammet hjælper dig med at øge kvaliteten af svejsningen og produktiviteten i svejseprocessen samt sikre optimale arbejdsforhold. ARCAL-kvalitetsgasser fås også i EXELTOP-flaskesystemet med integreret trykreduktionsventil.
Passende trykreduktionsventiler til MAG-svejsning af højlegerede stål
Ved MAG-svejsning af højlegerede stål spiller fortrykket en vigtig rolle. Der skelnes mellem trykreduktionsventiler til 200 bar og 300 bar. Trykreduktionsventilens fortryk afhænger af trykket i gasflasken og kan ikke forveksles takket være forskellige tilslutninger.
Ved MAG-svejsning af højlegerede stål dimensioneres udstyret efter den nødvendige mængde beskyttelsesgas i liter pr. minut. Indstillingsområdet vælges fra 0 til 30 liter.
Kurser og praktiske seminarer for ulykkesfri og sikker arbejde ved MAG-svejsning
MAG-svejsning kan medføre farer i form af støj, røg, elektrisk strøm og brandfare. Man skal beskytte sig mod disse farekilder ved svejsearbejde. Der kan blandt andet opstå gnister, eller der kan springe mindre stykker slagge af svejsearbejdet. Disse kan være farlige – ikke kun for den arbejdende, men også for omgivelserne. Man skal især være opmærksom på mulige brandfarer.
- Uddannede medarbejdere er en forudsætning for sikkert arbejde med gasser ved MAG-svejsning i din virksomhed – og er lovpligtigt. Drag fordel af Air Liquides eksperters omfattende know-how og erfaring med tekniske gasser.
- Skal dine medarbejdere have den nødvendige viden om sikker håndtering af gasser for at forhindre farlige situationer?
- Ønsker du at dokumentere dine medarbejderes kvalifikationer i forbindelse med håndtering af gasser?
- Skal dine medarbejdere kende de vigtigste egenskaber ved de forskellige gasser?
- Leder du efter praksisorienterede kurser, der opfylder kravene i arbejdsmiljølovgivningen og arbejdsmiljøforordningen?
En vellykket anvendelse af MAG-svejsemetoden afhænger af kendskabet til de egenskaber, der er beskrevet her. Højere økonomisk effektivitet kan opnås ved at vælge det optimale gas. Til MAG-svejsning anvendes normalt en blanding af gasser på basis af argon. Blandingen indeholder små mængder kuldioxid. Mangfoldigheden og universaliteten af de nævnte ARCAL-beskyttelsesgasser har ført til deres dominerende anvendelse. Heliumtilsætninger udvider ydeevnen.
Generelle og ofte stillede spørgsmål om MAG-svejsning af lavt legerede stål
Hvad er MAG-svejsning, og hvordan fungerer det?
MAG-svejsning (metal-aktivgas-svejsning) er en lysbuesvejsningsmetode (metode 135 i henhold til DIN EN ISO 4063), hvor en svejsetråd tilføres mekanisk og smeltes i lysbuen. Et beskyttelsesgas beskytter lysbuen og smeltebadet mod den omgivende luft. Det bruges hovedsageligt til kulstofstål, ulegerede og lavt legerede stål.
Hvilke fordele giver MAG-svejsning af lavlegerede stål?
MAG-svejsning tilbyder:
- høj økonomisk effektivitet gennem automatiserbarhed
- høje svejsehastigheder
- minimering af efterbearbejdning
- lavt svind
Hvilke beskyttelsesgasser anvendes ved MAG-svejsning af lavlegerede stål?
Som regel anvendes beskyttelsesgasser på basis af argon og/eller helium med tilsætning af aktive gasser som kuldioxid og/eller ilt.
Valget af beskyttelsesgas har indflydelse på:
- Materialet overførsel
- Lysbuestabiliteten
- Indbrændingsadfærd
- Oxidationen af svejsningen
- Udviklingen af røg og skadelige stoffer
Kan jeg også svejse højlegerede stål med MAG-svejsning?
Ja, der findes metoder som "MAG-svejsning" med reducerede andele af aktivgas, som er velegnede til højlegerede stål.
Her er f.eks. følgende egnet:
- ARCAL Chrome
- Cargal
- ARCAL M11
- ARCAL 121
Hvordan kan jeg reducere røg- og forureningsudviklingen ved MAG-svejsning?
Ved at anvende beskyttelsesgasser med lavt kuldioxidindhold, f.eks.:
- ARCAL 14
- TERAL 24-7
- CARGAL 3
kan dannelsen af skadelige stoffer reduceres.
Også stigende argon- eller heliumindhold i beskyttelsesgassen medfører en reduktion af svejsedampe.
Hvilken rolle spiller trykreduktionsventiler ved MAG-svejsning?
Trykreduktionsventiler er vigtige for at reducere gaspresset fra gasflasken til det nødvendige arbejdstryk og sikre en konstant gasgennemstrømning. Ved MAG-svejsning af højlegerede stål er fortrykket vigtigt, og dimensioneringen sker efter den nødvendige mængde beskyttelsesgas i liter pr. minut.
Hvilke sikkerhedsforanstaltninger skal overholdes ved MAG-svejsning?
Ved MAG-svejsning kan der være fare for:
- Støj
- Røg
- Elektrisk strøm
- brandfare
opstå. Det er vigtigt at beskytte sig mod disse farer, f.eks. ved at bære passende beskyttelsesbeklædning, afsugning af svejserøg og brandbeskyttelsesforanstaltninger.
Hvad er forskellen mellem CO2-svejsning og MAG-svejsning?
O2-svejsning var forløberen for MAG-svejsning, hvor ren kuldioxid blev brugt som beskyttelsesgas. I dag bruges der dog hovedsageligt argonblandinger til MAG-svejsning, da disse giver bedre svejseresultater.
Jeg har problemer med svejsesprøjt. Er der en løsning?
Ja, med procesgassen TERAL 24-7 har Air Liquide udviklet et beskyttelsesgas, der er kendetegnet ved få sprøjt og muliggør en mere stabil metalovergang.